





1. Введение
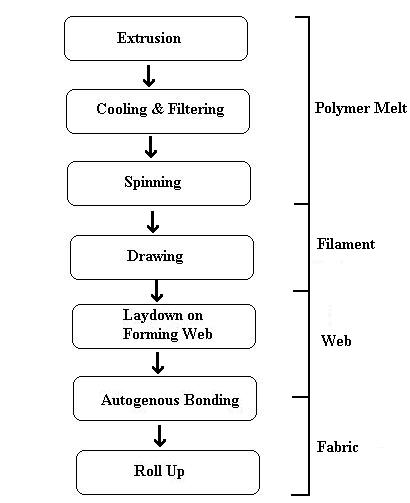
спанбонд ткани производится путем сдачи на хранение закружилось, прессованные нитями на сбор конвейер в едином случайным образом следуют склеивания волокон. Во время укладки процесс web волокна разделены воздушных форсунок или электростатических зарядов. Собирая поверхности обычно перфорированный для предотвращения потока воздуха от отклонения и перевозящих волокон в неконтролируемым образом. Склеивание придает прочность и целостность в Интернете путем применения подогревом рулонах или горячей иглы частично расплава полимера и сливаются волокна. Так как молекулярной ориентации увеличивает плавления, волокна, которые не отрисовываются высоко может использоваться как термопереплет волокон. Полиэтилена или случайных этилен пропиленовых сополимеров используются как низких плавления связь сайтов. Спанбонд продукты работают в ковров и геотекстиль, одноразовые медицинские/гигиены. Поскольку производство тканей сочетается с производства волокна, процесс обычно более экономичным, чем при использовании сделать нетканое штапельное ткани [1].
2. SPUNBONDING процесс
3. ПОЛИМЕРНЫЕ
в целом, высокий молекулярный вес и широких молекулярных вес распределения полимеров, таких как PP, PET, полиамид и т.д. могут быть обработаны spunbonding для получения единообразных тканей. Вязкости расплава полимеры, широко используется для производства волокон расплава спиннинг, используются.
я) полипропилена
изотактические полипропилен является наиболее широко используются полимерные для производства нетканых материалов спанбонд. Она обеспечивает наибольшую доходность (волокно на килограмм) и покрываемость по самой низкой цене из-за его низкой плотности. Значительные успехи в производстве полипропиленовых смол и присадок с первого спанбонд полипропиленовые ткани были коммерциализации в 1960-х. Хотя нестабилизированной полипропилен быстро деградируют к УФ света, улучшение стабилизаторы позволяют несколько лет открытый воздействия, прежде, чем свойства волокна ухудшаться. Для уменьшения стоимости, металлолома или полипропиленовые волокна низкого качества может repelletized и затем смешивается в небольших количествах с свежими полимер производить первый класс спанбонд ткани. Это очень выгодно и важных в очень конкурентоспособной промышленности.
ii) полиэстер
полиэстер используется в ряде коммерческих спанбонд продуктов и предлагает определенные преимущества над полипропилен, хотя это и дороже. В отличие от полипропилена полиэстер лом не перерабатывается легко в производство спанбонда. Прочность на растяжение, модуль и теплостойкость полиэфирных тканей превосходят полипропиленовых тканей. Полиэфирные ткани легко окрашенных и напечатаны с обычным оборудованием.
iii) нейлон
спанбонд ткани сделаны из нейлона-6 и нейлон-6, 6. Нейлон является очень энергоемким и, следовательно, более дорогим, чем полиэстер или полипропилен. Нейлон-6,6 спанбонд ткани производятся с весами, как низко как 10 г/м2 и отличное покрытие и прочность. В отличие от олефинов и полиэфирных тканей те из нейлона легко впитывает воду посредством водородных связей между молекулами амидной группы и воды.
iv) полиэтилен
свойства полиэтиленовых волокон, которые являются meltspun традиционными методами уступают полипропиленовых волокон. Достижения в технологии полиэтилена может привести к коммерциализации спанбонд структур с характеристиками не еще достижимы с полипропилена. Класс полиэтилена волокно было объявлено в конце 1986 года.
v) полиуретан
A новый тип структуры было объявлено в Японии с коммерциализацией спанбонд ткани на основе термопластичных пу. Хотя спанбонд уретана ткани описали ранее, это представляет первый коммерческий производства таких тканей. Уникальные свойства претендуют на этот продукт, который выглядит как хорошо подходит для одежды и других приложений, требующих стрейч и восстановления.
vi) районов
многие типы районов успешно перерабатывается полезная спанбонд тканей, с использованием методов мокрого прядения. Основным преимуществом района является, что она предоставляет свойства хорошо портьера и мягкость web.
4. ПОЛИМЕРНЫХ комбинаций
некоторые ткани состоят из нескольких полимеров. Более низких плавления полимер может функционировать как вяжущее, которые могут быть отдельные волокна перемежаются с выше плавления волокон, или два полимеры могут быть объединены в одно волокно тип. В последнем случае так называемый двухкомпонентная волокна обладают более низких плавления компонент, который действует как оболочка, охватывающие более выше плавления основных. Бикомпонентного волокна также закрученная методом экструзии двух прилегающих полимеров. Полиэтилен, нейлон-6 и полиэфиров, изменена Изофталевая кислоты используются как элементы бикомпонентного (Нижняя таяния).
5. СПИННИНГ и формирования WEB
Spunbonding сочетает в себе волокна спиннинг с веб формирования, поместив склеивания устройства соответствует спиннинг. В некоторых соглашениях веб связана в отдельный шаг, который, на первый взгляд, как представляется, менее эффективным. Однако этот механизм является более гибким, если более чем один тип связывания применяется к веб-узла.
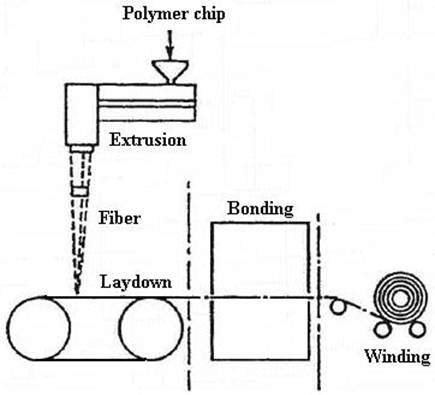
спиннинг процесс похож на производство непрерывной нити и использует аналогичные условия экструдер для данного полимера. Волокна образуются как расплавленного полимера выходит из паутинные железы и закаленных, прохладный воздух. Цель этого процесса заключается в производить паутина и, таким образом, многие паутинные железы расположены бок о бок для создания достаточного волокна через общую ширину. Группировка паутинные железы часто называют блока или банка. В промышленном производстве два или более блоков используются в тандеме с тем чтобы увеличить охват волокон.
до осаждения на движущихся пояса или экран, вывод прядильная обычно состоит из 100 или более отдельных нитей, которые должны ослабить сориентироваться молекулярных цепей внутри волокон для увеличения прочности волокна и уменьшения расширяемости. Это достигается путем быстро растяжения пластиковые Молдинг сразу же после выхода прядильная. На практике волокна ускоряются механически или пневматически. В большинстве процессов волокна пневматически ускоряется в несколько накаливания связки; Однако другие механизмы были описаны где линейно выровненные строки или строк отдельные нити пневматически ускоряется.
в традиционной текстильной, спиннинг некоторые ориентации волокон достигается путем намотки нити в размере приблизительно 3200 м/мин производить частично ориентированных нитей (ПОЙ). POYs может быть механически обращается в отдельный шаг для повышения прочности. В спанбонд производство накаливания связки частично ориентированные на пневматические ускорение скорости 6000 м/мин или выше. Такие высокие скорости в результате частичной ориентации и высокие темпы формирования web, особенно для легких конструкций (17 г/м2). Формирование широкого тканей на высоких скоростях операция весьма продуктивным.
для многих приложений, частичное ориентации достаточно увеличивает прочность и уменьшает расширяемости дать Функциональная ткань (примеры: пеленки coverstock). Однако некоторые приложения, такие как первичный ковров, требуют нити с очень высокой прочностью и низкой степенью расширения. Для таких приложений нити тянутся над подогревом рулоны с типичной рисовать отношение значения. Затем нити пневматически ускоряются на движущейся ленты или экрана. Этот процесс выполняется медленнее, но дает более тканей.
, формируется web осаждением пневматические накаливания расслоений на подвижном поясе. Пневматический пистолет использует высокого давления воздуха для перемещения нити через свёрнутые области пониженное давление, но высокой скорости как трубка Вентури. В порядке для Интернета для достижения максимальной унификации и обложка отдельные нити должны быть разделены дойдя до пояса. Это достигается путем стимулирования электростатического заряда на пачке при под напряжение и перед осаждения. Заряд может быть наведено triboelectrically или путем применения высокого напряжения заряда. Первый является результатом трется обоснованы, проводящая поверхность нитей. Электростатический заряд на нити должен быть по крайней мере 30.000 ЕСУ / м2.
ремень обычно сделаны из электрически заземленной проводящей проволоки. После осаждения пояс сбросы нитей. Этот метод является простым и надежным. Тканей, производимые спиннинг линейно организовал нити через так называемые слот умереть, устраняя необходимость такого расслоения, отделяя устройств.
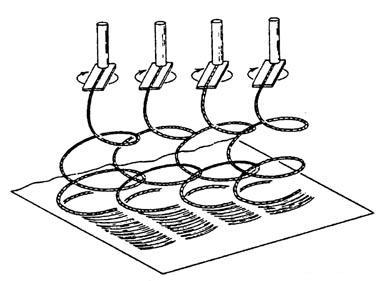
нити также отделены механическим или аэродинамических сил. На рисунке ниже показан метод, который использует вращающейся плоскости дефлектор для разделения нити путем сдачи их в пересекающихся петель; всасывание удерживает волокно массы на месте.
для некоторых приложений, нити изложены случайным образом в отношении направления сложили пояса. Для достижения особенность в окончательном ткани, направленность растопыренные накаливания контролируется траверсировать накаливания связки механически или аэродинамически как они движутся к сбору пояса. В методе аэродинамических чередуя импульсов воздуха поставляются по обе стороны нити как они выходят из пневматической струей.
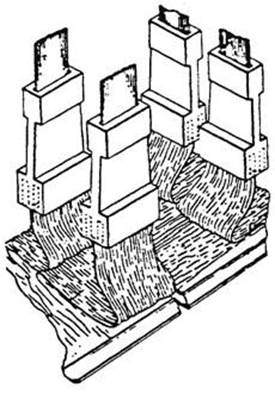
правильное расположение блоков прядильная и струй, лежал вниз может быть достигнуто в основном в нужном направлении. Производство веб с преимущественно машина направление и кросс машина направление нити лежал вниз это показано на рисунке ниже. Весьма упорядоченный кросс внахлестку шаблонов может быть порождена осциллирующий накаливания связки, как показано.
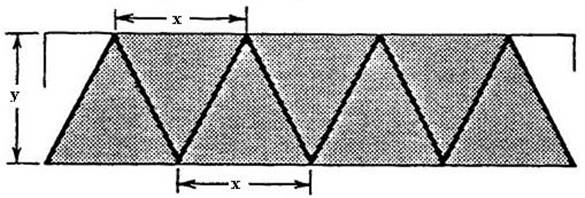
если сложили пояс движется и нитей быстро проверки через это направление движения, нити залегают в Зиг заг или синусоиды узор на поверхности подвижным поясом. Эффект от движения Траверс на освещение и единообразие веб-была обработана математически. В результате получается, что отношения между собирать скорость ремня, период похода и ширину накаливания занавес пройденный определяют внешний вид сформированного web. На следующем рисунке показана Лай вниз для процесса, где сбор пояс проходит расстояние равна ширине занавеса накаливания x один полный период похода через y ширины ремня. Если скорость ремня Vb и траверс скорость Vt, количество слоев на хранение, z, рассчитывается путем z = [x Vt/y б.]. Если скорость траверсы вдвое превышает скорость ремня и если x и y равны, двойной охват происходит во всех областях пояса.
6. Склеивание
много методов может использоваться для склеивания волокон в web закрученная. Хотя большинство процедур были разработаны для нетканых волокон, они были успешно адаптированы для непрерывной нити. К ним относятся механические пункция, термоскрепления и химические соединения. Последние две может Бонд крупных регионов (район склеивание) или небольших регионов (точка склеивание) веб-фьюжн или адгезии волокон. Точка, склеивание результаты в fusion волокон в точках, с волокнами между точки облигаций, оставаясь относительно свободным. Другие методы, используемые с штапельное волокно тканей, но не регулярно с непрерывной нити тканей включают стежка склеивание, ультразвуковой фьюзинга и гидравлические запутанности. Последний метод имеет потенциал для производства непрерывной нити очень разные структуры, но является более сложным и дорогим. Выбор конкретного склеивание техники определяется главным образом конечной ткань приложений; Иногда сочетание двух или более методов, используемых для достижения склеивание.
7. Спанбонд процесс системы
A количество спанбонд процессов могут быть установлены в одной из этих трех маршрутов с соответствующей модификации. Ниже приведены три успешных спиннинг, рисование, и осаждения системы заслуживают краткого обсуждения.
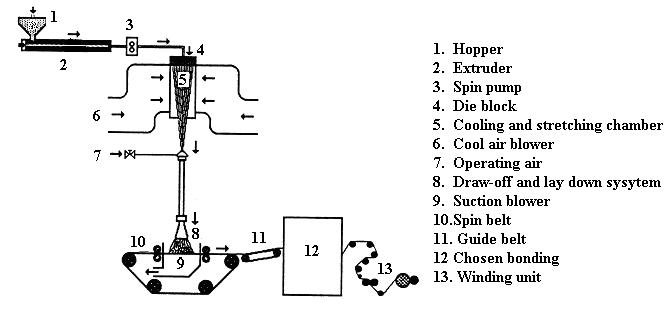
7.1 «DOCAN система»
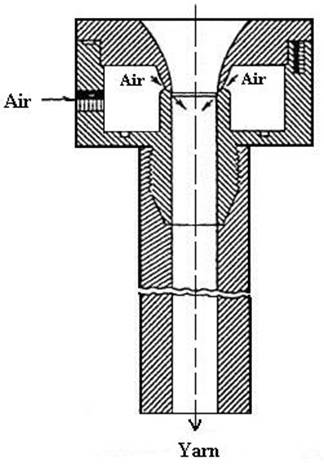
этот маршрут был впервые разработан компанией Lurgi Kohle & минеральные-Oltechnik GmbH из Германии в 1970 году. Многие нетканые компаний лицензию этот маршрут от корпорации Лурги для коммерческого производства. [3] Этот маршрут (диаграмма 2 ниже) основана на спиннинг техники расплава. Расплава вынужден спин насосы через специальные паутинные железы, имея большое количество отверстий. По подходящим выбором экструзии и спиннинг условий достигается желаемый накаливания денье. Удар протоки расположен ниже отдельных паутинные железы постоянно прохладно нити с кондиционером. Силы, необходимые для рисования накаливания и ориентации производится специальной аэродинамической системой. Каждый пучок непрерывной нити подобрал водозабора jet работает на высокое давление воздуха и прошли через направляющая трубка для разделителя какие последствия разделения и раздували нитей [8]. Наконец вентилятор нити, оставляя сепараторы наносится как случайные веб-на подвижном поясе сито. Ниже пояса сито всасывания улучшает случайных лежал вниз нитей.
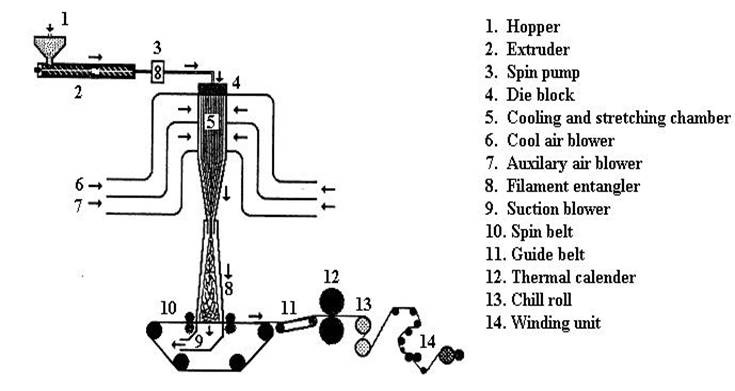
7.2 «REICOFIL» системы
что этот маршрут был разработан Reifenhauser Германии. Многие компании нетканых материалов лицензию этот маршрут из Reifenhauser GmbH для коммерческого производства. Этот маршрут (диаграммы 3, ниже), основана на спиннинг техники расплава. [3 расплава вынужден спин насосы через специальные паутинные железы, имея большое количество отверстий. Основной удар протоки, расположенный ниже блок прядильная, постоянно холодная нити с кондиционером. Вторичный удар протоки, расположенный ниже основной удар протоки, непрерывно поставлять вспомогательные комнатной температуре воздуха. Линии по всей рабочей ширине генерируемые вентилятора разрежение сосет филаментов и смешанного воздуха вниз от паутинные железы и холодильных камер. Непрерывной нити всасываются через Вентури (высокая скорость, зона низкого давления) распределительные палату, которая затрагивает Фаннинг и запутанности нитей. Наконец переплетение нитей на хранение как случайные веб-на подвижном поясе сито. Случайности передается от турбулентности в потоке воздуха, но есть небольшой уклон в направлении машины из-за некоторых направленность, привиты, подвижным поясом. Ниже пояса сито всасывания улучшает случайных лежал вниз нитей.
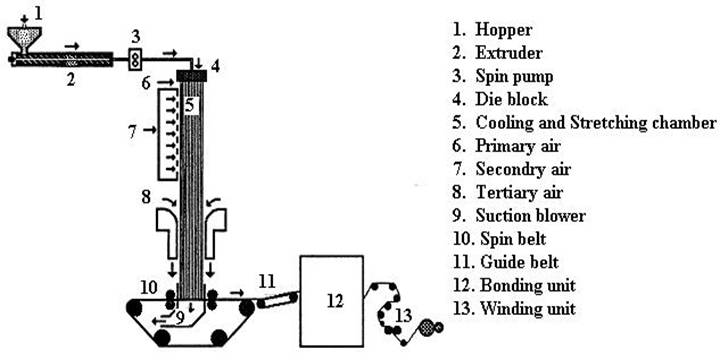
7.3 «LUTRAVIL система»
этот маршрут был впервые разработан компанией Carl Freudenberg Германии в 1965 году. Этот процесс является собственностью компании и не доступен для коммерческого лицензирования. Этот маршрут (диаграмма 4), основана на спиннинг техники расплава. Расплава вынужден спин насосы через специальные паутинные железы, имея большое количество отверстий. Основной удар протоки, расположенный ниже блок прядильная, постоянно холодная нити с кондиционером. Вторичный удар протоки, расположенный ниже основной удар протоки, непрерывно поставлять контролируемой комнатной температуре воздуха. Волокна проходят через специальное устройство, где третичного воздуха высокого давления рисует и ориентирует нитей. Наконец нитей на хранение как случайные веб-на подвижном поясе сито [4].
8. ХАРАКТЕРИСТИКИ и свойства
полотна спанбонд тканей представляют собой новый класс искусственных продуктов, с сочетанием свойств, падение между бумаги и тканые ткани. Полотна спанбонд тканей предлагают широкий спектр характеристик продукции, начиная от очень легкие и гибкие структуры тяжелых и жесткой структуры. [4]
· Случайные волокнистая структура
· Обычно веб-белый с высокой прозрачностью на единицу площади
· Большинство тканей спанбонд накладываются или гальки структуры, количество слоев увеличивается с растущей основе вес
· Основа весов колеблется от 5 до 800 г/м2, обычно 10-200 г / м2
· Диаметр волокна в диапазоне между 1 и 50 мкм, но предпочтительный диапазон находится между 15 и 35 мкм
· Веб диапазоне толщин от 0. 1 и 4,0 мм, обычно 0,2-1,5 мм
· Высокие показатели прочности к весу, по сравнению с другими нетканое , ткани и трикотажные структур
· Высокий разрыв прочность (для области подневольного узлов только)
· Вселенский изотропной свойства из-за случайных Лай вниз волокна
· Хороший бой и изгибов сопротивление
· Высокая жидкого водоудерживающего потенциала из-за высокой силы контента
· Устойчивость в плоскости сдвига и низким drapeability.
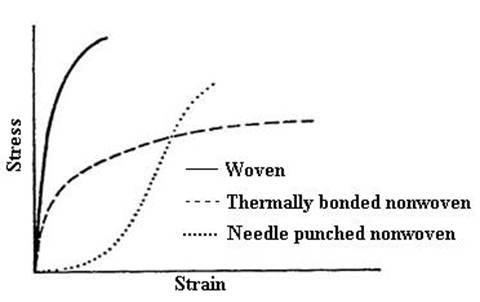
спанбонд ткани характеризуются растяжение, разрыв и лопнул сильные, удлинение на разрыв, вес, толщина, пористость и стабильности для тепла и химических веществ. Эти свойства будут отражать состав ткани и структуры. Сравнение кривых термически связанного общего напряженно деформированного и плательных тканей показывает, что формы кривых нагрузки штамм является функцией свободы нитей двигаться, когда ткань находится под напряжением.
некоторых приложений требуются специальные тесты для солнечного света, окисления, записи стойкость, влажности пара и жидкости транспорта, коэффициент трения, шов прочности и эстетические свойства. Большинство свойств может быть определена с стандартизированных тестов процедур (ИНДА). Ниже приводятся типичные физические свойства:
9. ПРИЛОЖЕНИЯ
я) автомобильные
сегодня полотна спанбонд тканей используются на протяжении всего автомобиля и во многих других приложениях. Одним из основных видов использования полотна спанбонд тканей в автомобиле является как минусовки для тафтинговые ковры автомобильные этаж. Полотна спанбонд тканей также используется для отделки деталей, trunkliners, Группа межкомнатной двери, и чехлов.
ii) инженерные
инженерные сегмент рынка остается крупнейшим единого рынка спанбонд тканей, составляющих более 25% от общей. Полотна спанбонд инженерные тканей покрова, который использует несколько связанных, таких как, эрозией, revestment защиты железнодорожных кровати стабилизации, канал и водохранилище накладки, шоссе и аэродром черный топ крекинга профилактики, кровли и т.д. [6]. Конкретные свойства полотна спанбонд тканей, - которые несут ответственность за этой революции - являются химические и физические стабильность, высокая прочность/стоимость соотношение и их уникальной и очень контролируемый структуры, которые могут быть спроектированы для обеспечения требуемых свойств [6].
iii) санитарно-медицинской
использования спанбонд web в качестве coverstock для пеленок и недержания устройств резко вырос за последнее десятилетие. Это главным образом из-за уникальной структура спанбонда, который помогает коже пребывания пользователя сухо и комфортно [7]. Кроме того над другими обычными нетканых материалов спанбонд тканей являются экономически эффективными. Спанбонд web, как coverstock, также широко используется в гигиенических салфеток и в ограниченной степени в тампоны.
в медицине, которую многие традиционные материалы были заменены высокой производительности полотна спанбонд тканей. Конкретного свойства полотна спанбонд тканей, которые отвечают за медицинского использования, являются: воздухопроницаемость; сопротивление проникновению жидкости; Линт бесплатные структура; sterilizability; и непроницаемость для бактерий. Медицинские приложения включают: одноразовые операционной комнате халаты, Бахилы и стерилизуются упаковка [7].
iv) упаковка
полотна спанбонд ткани широко используются в качестве упаковочного материала где бумага и пленка не являются удовлетворительными. Примеры включают: металл ядро обернуть, медицинской стерильной упаковки, дискета вкладыши, высокая производительность конверты и канцелярских товаров.




